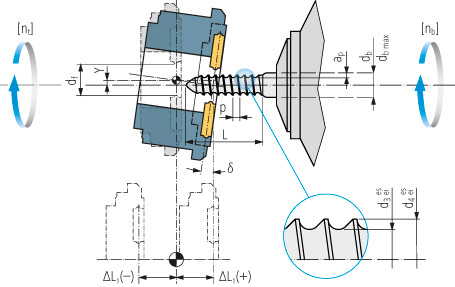
calcul des donnees DE COUPE pour le tourbillonnage MULTIDEC WHIRLING – SUPPORT Si vous avez des questions sur le multidec®-WHIRLING, notre équipe de construction est là pour vous aider. Formulaires: PDF – Instruction et depannage PDF – Guide de commande Cet outil n’est pas disponible en ligne. Merci de votre compréhension. Unité mm In Filetage Plan indicatif du profil. Champ obligatoire Optionnel Diamètre de barre max. [db]10mm 0.0000 In 0.0000 In [dbmax.]0.0000 mm Diamètre du sommet de filet [d4]10mm 0.0000 In Tolérance supérieure [es]10mm 0.0000 In Tolérance inférieure [ei]10mm 0.0000 In Diamètre du noyau [d3]10mm 0.0000 In Tolérance supérieure [es]10mm 0.0000 In Tolérance inférieure [ei]10mm 0.0000 In Pas du filet [P]10mm 0.0000 In Nombre d'entrées de filets * 1 2 3 Longueur de filet* [L]10mm 0.0000 In OUTIL Ecart de l'outil sur son axe d'inclinaison [ΔL1]10mm 0.0000 In Diamètre inscrit des couteaux au centre [df] 6 12 15 25 mm 0.2362 In Nombre d’arêtes de coupe * 10 PARAMETRES D'USINAGE Vitesse de coupe [vc]10m/min 0.0000 ft/min Avance par dent * [fz]10mm/z 0.0000 in/z Avance par tour [f]0.0000 mm/tr 0.0000 in/tr CALCUL DES PARAMETRES Inclinaison de l'outil entraîné [δ]0.0000 [°] Correction axe de pointe [Y]0.0000 mm 0.0000 In Programmation axe «C», valeur [H]0 [°] Décalage axe «C» [ΔL1+δ] [ΔC]0.0000 mm 0.0000 In Programmation axe «C», valeur [F]0 °/min Nombre de tour de l'anneau de tourbillonnage [nt]0 1/min Programmation nombre de tours de la barre (broche) [nb]0 1/min Temps d'usinage [t]0 [s] Réinitialiser

 Mathieu GUERLET
Mathieu GUERLET